Що таке вісь у машинобудуванні. Вали та осі в промисловості: застосування та види
Вали та осі
П л а н л і к і
Загальні відомості.
Матеріали та обробка валів та осей.
Критерії працездатності та розрахунку валів та осей.
Розрахунки валів та осей.
Загальні відомості
Вали- Це деталі, що служать для передачі крутного моменту вздовж своєї осі і утримання розташованих на них інших деталей (колеса, шківи, зірочки та інші деталі машин, що обертаються) і сприйняття діючих сил.
Осі- Це деталі, які тільки утримують встановлені на них деталі і сприймають сили, що діють на ці деталі (вісь не передає корисного крутного моменту).
Класифікація валів та осей
Класифікація а л а лов групує останні за рядом ознак: за призначенням, за формою поперечного перерізу, за формою геометричної осі, за зовнішнім обрисом поперечного перерізу, за відносною швидкістю обертання і за розташуванням у вузлі .
За призначенням розрізняють:
вали передачна яких встановлюють колеса, шківи, зірочки, муфти, підшипники та інші деталі передач. На рис. 11, апредставлений трансмісійний вал, на рис. 11, б- Вал передачі;
корінні вали(Рис. 11.2 - шпиндель верстата), на яких встановлюють не тільки деталі передач, а й робочі органи машини (шатуни, диски турбін та ін).
За формою поперечного перерізу виготовляють:
суцільні вали;
порожні вализабезпечують зменшення ваги чи розміщення всередині іншої деталі. У великосерійному виробництві застосовують порожнисті зварені вали з намотаної стрічки.
За формою геометричної осі випускають:
прямі вали:
а) постійного діаметра(Рис. 11.3). Такі вали менш трудомісткі у виготовленні та створюють меншу концентрацію напруг;
б) східчасті(Рис. 11.4). Виходячи з умови міцності доцільно конструювати вали змінного перерізу, що наближаються формою до тіл рівного опору. Ступінчаста форма зручна для виготовлення та складання, уступи можуть сприймати великі осьові сили;
в) з фланцями.Довгі вали є складовими, з'єднаними фланцями;
г) з нарізаними шестернями(Вал-шестірня);
колінчасті вали(рис. 11.5) у кривошипно-шатунних передачах служать для перетворення обертального руху на зворотно-поступальне або навпаки;
гнучкі вали(рис. 11.6), що являють собою багатозахідні кручені з дротів пружини кручення, застосовують для передачі моменту між вузлами машин, що змінюють своє відносне положення в роботі (переносний інструмент, тахометр, зуболікарські бормашини тощо).
За зовнішнім контуром поперечного перерізу вали бувають:
гладкі;
шпонкові;
шліцеві;
профільні;
ексцентрикові.
За відносною швидкістю обертання та за розташуванням у вузлі (редукторі) виробляють вали:
швидкохідніі вхідні (провідні)(Поз. 1 Мал. 11.7);
середньошвидкісніі проміжні(Поз. 2 Мал. 11.7);
тихохідніі вихідні (відомі)(Поз. 3 Мал. 11.7).



Мал. 11.2 Мал. 11.3




| |
|||||
| |
|||||
| |
|||||


Мал. 11.7 Мал. 11.8
Класифікація осей. Осі можуть бути нерухомими (рис. 11.8) і деталями, що обертаються разом з насадженими на них. Осі, що обертаються, забезпечують кращі умови роботи підшипників, нерухомі дешевше, але вимагають вбудовування підшипників у деталі, що обертаються на осях.
Конструкції валів та осей. найбільш поширена ступінчаста форма валу. Деталі закріплюються на валах найчастіше шпонками призматичними (ГОСТ 23360-78, ГОСТ 10748-79), шліцами прямобічними (ГОСТ 1139-80) або евольвентними (ГОСТ 6033-80) або посадками з гарантованим натяг. Опорні частини валів та осей називаються цапфами. Проміжні цапфи називаються шийками, кінцеві - шпильками. Опорні ділянки, що сприймають осьове навантаження, називають п'ятами. Опорами для п'ят служать підп'ятники.
На рис. 11.9 наведено конструктивні елементи валів, де 1 – шпонка призматична, 2 - шліци, 3 - цапфа, 4 - П'ята, 5 - Циліндрічна поверхня, 6 - Конічна поверхня, 7 - Уступ, 8 - заплечик, 9 - канавка під стопорне кільце, 10 - різьбова ділянка, 11 - жолобник, 12 - канавка, 13 - Фаска, 14 – центровий отвір.
Цапфи валів та осей, що працюють у підшипниках кочення, майже завжди бувають циліндричними, а в підшипниках ковзання – циліндричними, конічними або сферичними (рис. 11.10)
Основне застосування мають циліндричні цапфи (рис. 11.10, а, б) як простіші. Конічні цапфи з малою конусністю (рис. 11.10, в) застосовують для регулювання зазору в підшипниках та іноді для осьового фіксування валу. Сферичні цапфи (рис. 11.10, г) зважаючи на труднощі їх виготовлення застосовують при необхідності компенсації значних кутових зміщень осі валу.





а Б В Г
Посадкові поверхніпід маточини різних деталей (за ГОСТ 6536-69 з нормального ряду), що насаджуються на вал, і кінцеві ділянки валів виконують циліндричними (поз. 5 Мал. 11.9, ГОСТ 12080-72) або конічними (поз. 6 Мал. 1.9, ГОСТ 12081-72). Конічні поверхні застосовують для забезпечення швидкознімності та заданого натягу, підвищення точності центрування деталей.
Для осьового фіксування деталей та самого валу використовують уступи(Поз. 7 Мал. 11.9) та заплічикивалу (поз. 8 Мал. 11.9, ГОСТ 20226-74), конічні ділянки валу, стопорні кільця(Поз. 9 Мал. 11.9, ГОСТ 13940-86, ГОСТ 13942-86) та різьбові ділянки (поз. 10 Мал. 11.9) під гайки(ГОСТ 11871-80).
Перехідні ділянкивід однієї ділянки валу до іншої та торці валів виконують з канавками(Поз. 12 Мал. 11.9, рис. 11.11, ГОСТ 8820-69), фасками(Поз. 13 Мал. 11.9, ГОСТ 10948-65) та жолобниками. Радіус Rжолобники постійного радіусу (рис. 11.11, а) вибирають менше радіуса закруглення або радіального розміру фаски деталей, що насаджуються. Бажано, щоб радіус закруглення в сильнонапружених валах був більшим або дорівнює 0,1 d. Радіуси жолобників рекомендується брати якомога більшими для зменшення концентрації навантаження. Коли радіус галтелі сильно обмежується радіусом закруглення кромок насаджуваних деталей, ставлять дистанційні кільця. Галтелі спеціальної еліптичної форми та з піднутренням або частіше жолобники, що окреслюються двома радіусами кривизни (рис. 11.11, б), застосовують при переході жолобника в ступінь меншого діаметра (дає можливість збільшення радіусу в зоні переходу).
Застосування канавок (рис. 11.11, в) може бути рекомендовано для невідповідальних деталей, так як вони викликають значну концентрацію напруги і знижують міцність валів при змінних напругах. Канавки застосовуються для виходу шліфувальних кругів (істотно підвищують їхню стійкість при обробці), а також на кінцях ділянок з різьбленням для виходу різьбонарізного інструменту. Канавки повинні мати максимально можливі закруглені радіуси.

а Б В
Торці валів, щоб уникнути обм'ят і пошкодження рук робітників, для полегшення насадки деталей виконують із фасками.
Механічну обробку валів роблять у центрах, тому на торцях валів слід передбачити центрові отвори (поз. 14 Мал. 11.9, ГОСТ 14034-74).
Довжина осей зазвичай не перевищує 3 м, довжина цілісних валів за умовами виготовлення, транспортування та монтажу не повинна перевищувати 6 м.
ВАЛИ ТА ОСІ ПРИЗНАЧЕННЯ Вали та осі призначені для спрямування та підтримування в просторі обертових деталей (зубчасті колеса, шківи, блоки, зірочки та ін.). Вони різняться між собою за умовами роботи. ВОСЬ не передає крутного моменту і працює тільки на вигин. Вона може бути обертається або нерухома. ВАЛ завжди обертається і завжди передає крутний момент, працює в основному на вигин та кручення. Деякі вали не підтримують деталі, що обертаються, і працюють тільки на кручення. Наприклад, карданні вали автомобілів, гнучкі вали в приводах механізованого інструменту і т.д.
 ОСІ Конструкція вузла з віссю, що обертається: Конструкція вузла з нерухомою віссю: 1 - ходове колесо; 2 – шпонка; 3 – вісь; 4 – конічні роликопідшипники 1 – канатний блок; 2 – вісь; 3 – стопорні планки; 4 – обойма блоку
ОСІ Конструкція вузла з віссю, що обертається: Конструкція вузла з нерухомою віссю: 1 - ходове колесо; 2 – шпонка; 3 – вісь; 4 – конічні роликопідшипники 1 – канатний блок; 2 – вісь; 3 – стопорні планки; 4 – обойма блоку

 КОНСТРУКЦІЇ ХОДОВИХ КОЛІС КРАНІВ а - на нерухомій осі: 1 - колесо; 2 – вісь; 3 – зубчаста передача б – на осі, що обертається
КОНСТРУКЦІЇ ХОДОВИХ КОЛІС КРАНІВ а - на нерухомій осі: 1 - колесо; 2 – вісь; 3 – зубчаста передача б – на осі, що обертається
 ВАЛИ Механізм пересування крана з тихохідним трансмісійним валом: 1 – електродвигун; 2 – муфта; 3 – редуктор; 4 – трансмісійний вал; 5 - гальмо. Карданний вал Вал редуктора
ВАЛИ Механізм пересування крана з тихохідним трансмісійним валом: 1 – електродвигун; 2 – муфта; 3 – редуктор; 4 – трансмісійний вал; 5 - гальмо. Карданний вал Вал редуктора
 КЛАСИФІКАЦІЯ ВАЛІВ За формою поперечних перерізів валів а – циліндричне суцільне б – циліндричне порожнисте – зі шпонковою канавкою г – зі шліцевими канавками д – профільне
КЛАСИФІКАЦІЯ ВАЛІВ За формою поперечних перерізів валів а – циліндричне суцільне б – циліндричне порожнисте – зі шпонковою канавкою г – зі шліцевими канавками д – профільне
 За призначенням Ø Вали передач – зубчасті колеса, що несуть, шківи, зірочки та інші деталі. Ø Корінні вали - крім деталей передач несуть ще робочі органи машин або знарядь (диски турбін, затискні патрони токарних і розточувальних верстатів ін.) За формою геометричної осі Ø Прямі Ø Колінчасті - використовуються не тільки для передач моменту, що обертається, але і для перетворення зворотнопоступач у обертальне Ø Гнучкі, із змінною формою геометричної осі. Застосовуються в приводах, приладах, зуболікарських бурмашинах та ін.
За призначенням Ø Вали передач – зубчасті колеса, що несуть, шківи, зірочки та інші деталі. Ø Корінні вали - крім деталей передач несуть ще робочі органи машин або знарядь (диски турбін, затискні патрони токарних і розточувальних верстатів ін.) За формою геометричної осі Ø Прямі Ø Колінчасті - використовуються не тільки для передач моменту, що обертається, але і для перетворення зворотнопоступач у обертальне Ø Гнучкі, із змінною формою геометричної осі. Застосовуються в приводах, приладах, зуболікарських бурмашинах та ін.

 ОПОРНІ ДІЛЯНКИ ВАЛІВ Вал 1 має велику кількість опор званих підшипниками 2. Частину валу, що охоплюється опорою, називають цапфою. Кінцеві цапфи називають шипами 3, а проміжні шийки 4.
ОПОРНІ ДІЛЯНКИ ВАЛІВ Вал 1 має велику кількість опор званих підшипниками 2. Частину валу, що охоплюється опорою, називають цапфою. Кінцеві цапфи називають шипами 3, а проміжні шийки 4.



 ВИМОГИ ДО МАТЕРІАЛІВ ДЛЯ ВИГОТОВЛЕННЯ ВАЛІВ ü Високі характеристики міцності. ü Мала чутливість до концентрації напруг ü Здатність піддаватися термічній та хіміко-термічній обробці ü Хороша оброблюваність
ВИМОГИ ДО МАТЕРІАЛІВ ДЛЯ ВИГОТОВЛЕННЯ ВАЛІВ ü Високі характеристики міцності. ü Мала чутливість до концентрації напруг ü Здатність піддаватися термічній та хіміко-термічній обробці ü Хороша оброблюваність
 МАТЕРІАЛИ ТА ТЕРМООБРОБКА ВАЛІВ Призначення валу Марка сталі Вид термообробки Малонавантажені вали та осі, діаметри яких в основному визначаються жорсткістю Вуглецеві сталі: Ст. 3, ст. 4, ст. 5 Без термообробки Вали та осі з підвищеними вимогами до несучої здатності шліців та цапф Середньовуглецеві та леговані сталі: 35, 40, 45, 40 Х, 40 Н та ін. Поліпшення до твердості Н=250… 320 НВ : - опори ковзання; - вал-шестірні Маловуглецеві конструкційні сталі: - якісні 15, 20; - леговані 15 Х, 20 Х, 18 ХГТ, 12 ХНЗА та ін. Цементація та загартування до твердості Н = 58 ... 63 НRc Важкі навантажені вали Леговані сталі: 40 ХНМА, 18 ХГТ, 38 Х 2 МЮА та ін.
МАТЕРІАЛИ ТА ТЕРМООБРОБКА ВАЛІВ Призначення валу Марка сталі Вид термообробки Малонавантажені вали та осі, діаметри яких в основному визначаються жорсткістю Вуглецеві сталі: Ст. 3, ст. 4, ст. 5 Без термообробки Вали та осі з підвищеними вимогами до несучої здатності шліців та цапф Середньовуглецеві та леговані сталі: 35, 40, 45, 40 Х, 40 Н та ін. Поліпшення до твердості Н=250… 320 НВ : - опори ковзання; - вал-шестірні Маловуглецеві конструкційні сталі: - якісні 15, 20; - леговані 15 Х, 20 Х, 18 ХГТ, 12 ХНЗА та ін. Цементація та загартування до твердості Н = 58 ... 63 НRc Важкі навантажені вали Леговані сталі: 40 ХНМА, 18 ХГТ, 38 Х 2 МЮА та ін.
 ВИДИ ПОШКОДЖЕНЬ ВАЛІВ Поломки валів у зоні концентрацій напруг. Виникають через зниження втомної міцності внаслідок дії змінних напруг. Причини – неправильний вибір конструктивної форми деталей (галтель), порушення технології виготовлення (надрізи, сліди обробки тощо), порушення норм технічної експлуатації (неправильне регулювання підшипників, зменшення необхідних зазорів). Найчастіше поломки відбуваються у зоні розташування концентраторів напруг (шпонкові пази, галтелі, отвори, напресування та ін.). Зминання робочих поверхонь (пазів, шпонок, шліців, зношування шліців у рухомих з'єднаннях та інші види поверхневих пошкоджень). Фрикційна корозія і концентрація тиску на ділянках, розташованих біля торців маточини (виникають передумови виникнення вогнищ втомного руйнування. Недостатня жорсткість валів і осей на вигин і кручення. Руйнування внаслідок поперечних або крутильних коливань.
ВИДИ ПОШКОДЖЕНЬ ВАЛІВ Поломки валів у зоні концентрацій напруг. Виникають через зниження втомної міцності внаслідок дії змінних напруг. Причини – неправильний вибір конструктивної форми деталей (галтель), порушення технології виготовлення (надрізи, сліди обробки тощо), порушення норм технічної експлуатації (неправильне регулювання підшипників, зменшення необхідних зазорів). Найчастіше поломки відбуваються у зоні розташування концентраторів напруг (шпонкові пази, галтелі, отвори, напресування та ін.). Зминання робочих поверхонь (пазів, шпонок, шліців, зношування шліців у рухомих з'єднаннях та інші види поверхневих пошкоджень). Фрикційна корозія і концентрація тиску на ділянках, розташованих біля торців маточини (виникають передумови виникнення вогнищ втомного руйнування. Недостатня жорсткість валів і осей на вигин і кручення. Руйнування внаслідок поперечних або крутильних коливань.
 КРИТЕРІЇ РОБОТОЗДАТНОСТІ ВАЛІВ Міцність Жорсткість Вібростійкість Зносостійкість Основним критерієм працездатності тихохідних валів є статична міцність
КРИТЕРІЇ РОБОТОЗДАТНОСТІ ВАЛІВ Міцність Жорсткість Вібростійкість Зносостійкість Основним критерієм працездатності тихохідних валів є статична міцність



 ТОЧКИ ОПОРИ ВАЛУ а – на радіальному підшипнику; б - на радіально-упорному підшипнику; у – на двох підшипниках в одній опорі; г – на підшипнику ковзання
ТОЧКИ ОПОРИ ВАЛУ а – на радіальному підшипнику; б - на радіально-упорному підшипнику; у – на двох підшипниках в одній опорі; г – на підшипнику ковзання
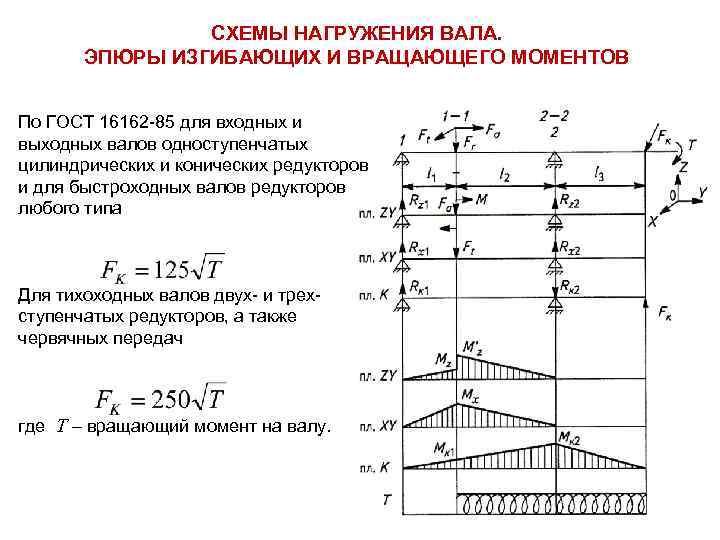 СХЕМИ НАГРУДЖЕННЯ ВАЛУ. ЕПЮРИ ВИГНУЮЧИХ І ОБЕРТУЮЧИХ МОМЕНТІВ ЗА ГОСТ 16162 -85 для вхідних і вихідних валів одноступінчастих циліндричних і конічних редукторів і для швидкохідних валів редукторів будь-якого типу Для тихохідних валів дво- і триступінчастих редукторів, а також де-вхідних валів.
СХЕМИ НАГРУДЖЕННЯ ВАЛУ. ЕПЮРИ ВИГНУЮЧИХ І ОБЕРТУЮЧИХ МОМЕНТІВ ЗА ГОСТ 16162 -85 для вхідних і вихідних валів одноступінчастих циліндричних і конічних редукторів і для швидкохідних валів редукторів будь-якого типу Для тихохідних валів дво- і триступінчастих редукторів, а також де-вхідних валів.
 ПОРЯДОК РОЗРАХУНКУ ВАЛІВ НА СТАТИЧНУ МІЦНІСТЬ Складають розрахункову схему Визначають реакції опор у горизонтальній і вертикальній площинах Будують епюри згинальних моментів і епюри моменту, що крутить Геометрично підсумовують моменти Для небезпечних перерізів (де найбільші суміжні моменти). Так як вали працюють в умовах вигину та кручення, а напруги від осьових сил малі, то еквівалентна напруга в точці зовнішнього волокна згідно з енергетичною теорією міцності визначають за формулою де; - розрахункова напруга на вигин та кручення - осьовий та полярний моменти перерізу валу
ПОРЯДОК РОЗРАХУНКУ ВАЛІВ НА СТАТИЧНУ МІЦНІСТЬ Складають розрахункову схему Визначають реакції опор у горизонтальній і вертикальній площинах Будують епюри згинальних моментів і епюри моменту, що крутить Геометрично підсумовують моменти Для небезпечних перерізів (де найбільші суміжні моменти). Так як вали працюють в умовах вигину та кручення, а напруги від осьових сил малі, то еквівалентна напруга в точці зовнішнього волокна згідно з енергетичною теорією міцності визначають за формулою де; - розрахункова напруга на вигин та кручення - осьовий та полярний моменти перерізу валу
 РОЗРАХУНОК ВАЛІВ НА ВСТАЛИВУ міцність Виконують як перевірочний у формі визначення коефіцієнтів запасів міцності де S , S - коефіцієнти запасу міцності відповідно за напругою вигину і кручення; [s] = 2 ... 2, 5 - допустимий коефіцієнт запасу міцності. де σ-1 , -1 - межі витривалості матеріалу при згинанні та крученні; К D , K D - коефіцієнти концентрації напруги, що враховують вплив всіх факторів на опір втоми; а, а - амплітуди напруг; , - Коефіцієнти, що характеризують чутливість матеріалу до асиметрії циклу напруг; m, m - постійні складові циклу зміни напруг.
РОЗРАХУНОК ВАЛІВ НА ВСТАЛИВУ міцність Виконують як перевірочний у формі визначення коефіцієнтів запасів міцності де S , S - коефіцієнти запасу міцності відповідно за напругою вигину і кручення; [s] = 2 ... 2, 5 - допустимий коефіцієнт запасу міцності. де σ-1 , -1 - межі витривалості матеріалу при згинанні та крученні; К D , K D - коефіцієнти концентрації напруги, що враховують вплив всіх факторів на опір втоми; а, а - амплітуди напруг; , - Коефіцієнти, що характеризують чутливість матеріалу до асиметрії циклу напруг; m, m - постійні складові циклу зміни напруг.
 ХАРАКТЕР ЗМІНИ НАПРУГ У ВАЛАХ Симетричний цикл напруг Віднульовий цикл напруг Постійні за величиною і напрямом навантаження викликають у обертових валах змінні напруги вигину, що змінюються по симетричному циклу з амплітудою σа і середньою напругою σm
ХАРАКТЕР ЗМІНИ НАПРУГ У ВАЛАХ Симетричний цикл напруг Віднульовий цикл напруг Постійні за величиною і напрямом навантаження викликають у обертових валах змінні напруги вигину, що змінюються по симетричному циклу з амплітудою σа і середньою напругою σm
Вали та осі
План 1. Призначення. 2. Класифікація. 3. Конструктивні елементи валів та осей. 4. Матеріали та термообробка. 5. Розрахунки валів та осей.
Призначення
Вали - деталі, призначені для передачі крутного моменту вздовж своєї осі і для підтримки деталей машин, що обертаються. Вал сприймає сили, які діють деталі, і передає їх у опори. Працюючи вал відчуває вигин і кручення.
Осі призначені для підтримки деталей, що обертаються, корисного крутного моменту не передають. Осі не відчувають кручення. Осі можуть бути нерухомі і обертові.
Класифікація валів
За призначенням:
а) вали передач, що несуть деталі передач - муфти, зубчасті колеса, шківи, зірочки;
б) корінні вали машин;
в) інші спеціальні вали, що несуть робочі органи машин чи знарядь - колеса чи диски турбін, кривошипи, інструменти тощо.
За конструкцією та формою:
а) прямі;
б) колінчасті;
в) гнучкі.
Прямі вали діляться на:
а) гладкі циліндричні;
б) східчасті;
в) вали – шестірні, вали – черв'яки;
г) фланцеві;
д) карданні.
За формою поперечного перерізу:
а) гладкі суцільного перерізу;
б) порожнисті (для розміщення співвісного валу, деталей управління, подачі олії, охолодження);
в) шліцеві.
Осі поділяють на обертові, що забезпечують кращу роботу підшипників, і нерухомі, що вимагають вбудовування підшипників у деталі, що обертаються,
Конструктивні елементи валів та осей
Опорна частина валу або осі називається цапфою. Кінцева цапфа називається шипом, а проміжна – шийкою.
Кільцеве потовщення валу, що становить з ним одне ціле, називається буртиком. Перехідна поверхня від одного перерізу до іншого, що служить для упору деталей, що насаджуються на вал, називається заплечиком.
Для зменшення концентрації та підвищення міцності переходи в місцях зміни діаметра валу або осі роблять плавними. Криволінійну поверхню плавного переходу від меншого перерізу до більшого називають жолобником.Галтелі бувають постійної та змінної кривизни. Змінність радіуса кривизни галтелі підвищує здатність валу, що несе, на 10%. Галтелі з підвнутрішнім збільшують довжину базування маточок.
Підвищення міцності валів у перехідних перерізах досягається також видаленням малонапруженого матеріалу: виконанням розвантажувальних канавок та висвердлюванням отворів у щаблях великого діаметру. Ці заходи забезпечують більш рівномірний розподіл напруг та знижують концентрацію напруг
Форма валу за довжиною визначається розподілом навантажень, тобто. епюрами згинальних та крутних моментів, умовами збирання та технологією виготовлення. Перехідні ділянки валів між сходами різних діаметрів нерідко виконують із напівкруглою канавкою для виходу шліфувального кола.
Посадкові кінці валів, призначені для встановлення деталей, що передають крутний момент в машинах, приладах механізмах стандартизовані. ГОСТ встановлює номінальні розміри циліндричних валів двох виконань (довгі та короткі) діаметрів від 0,8 до 630 мм, а також рекомендовані розміри кінців валів з різьбленням. ГОСТ встановлює основні розміри конічних кінців валів з конусністю 1:10 також двох виконань (довгі та короткі) та двох типів (із зовнішнім та внутрішнім різьбленням) діаметрів від 3 до 630 мм.
"Гірці валів для полегшення насадки деталей, щоб уникнути обм'ят і пошкодження рук робітників виконують із фасками.
Матеріали та термообробка
Вибір матеріалу та термічної обробки валів та осей визначається критеріями їх працездатності.
Основними матеріалами для валів та осей служать вуглецеві та леговані сталі завдяки високим механічним характеристикам, здатності до зміцнення та легкості отримання циліндричних заготовок прокаткою.
Для більшості валів застосовують середньовуглецеві та леговані сталі 45, 40Х. Для високонапружених валів відповідальних машин застосовують леговані сталі 40ХН, 40ХНГМА, 30ХГТ, 30ХГСА та ін.
Для виготовлення фасонних валів - колінчастих, з великими фланцями та отворами - і важких валів поряд зі сталлю застосовують високоміцні чавуни (з кулястим графітом) та модифіковані чавуни.
Розрахунок валів та осей
Вали зазнають дії напруги вигину і кручення, осі - тільки вигину.
У процесі роботи вали зазнають значних навантажень, тому для визначення оптимальних геометричних розмірів необхідно виконати комплекс розрахунків, що включає визначення:
Статичної міцності;
Втомної міцності;
Жорсткості при згинанні та крученні.
При високих швидкостях обертання необхідно визначати частоти власних коливань валу для того, щоб запобігти попаданню в резонансні зони. Довгі вали перевіряють на стійкість.
Розрахунок валів проводиться у кілька етапів.
Для виконання розрахунку валу необхідно знати його конструкцію (місця застосування навантаження, розташування опор тощо). У той же час розробка конструкції валу неможлива без хоча б наближеної оцінки його діаметра. На практиці зазвичай використовують наступний порядок розрахунку валу:
1. Попередньо оцінюють середній діаметр з розрахунку лише на крученняпри знижених допустимих напругах (згинальний момент поки не відомий, тому що невідомі розташування опор і місця застосування навантажень).
Напруга кручення
Де Wp - момент опору перерізу, мм.
Попередньо оцінити діаметр валу можна також орієнтуючись на діаметр того валу, з яким він з'єднується (вали передають однаковий момент Т). Наприклад, якщо вал з'єднується з валом електродвигуна (або іншої машини), то діаметр його вхідного кінця можна прийняти рівним або близьким до діаметра вихідного кінця валу електродвигуна.
2. Основний розрахунок валу.
Після оцінки діаметра валу розробляють його конструкцію. Довжину ділянок валу, а, отже, плече застосування сили візьмемо з компонування. Припустимо, що нам потрібно розрахувати діаметр валу, на якому сидить косозуба шестерня. Вичертимо схему навантажень валу. Для цього валу, враховуючи нахил зубів шестірні та напрямок моменту Т, ліву опору замінюємо шарнірно-нерухомою, а праву – шарнірно-під-вижною. Розрахункові навантаження розглядають зазвичай як зосереджені, хоча дійсні навантаження є зосередженими, вони розподілені по довжині маточини, ширині підшипника. У прикладі вал навантажений силами Ft, Fa. Fr, що діють у полюсі зачеплення і крутний момент Т. Осьова сила Fa дає у вертикальній площині моментОсновний розрахунок валів і осей полягає в побудові епюр згинальних моментів у горизонтальній та вертикальній площинах, побудові епюри результуючих моментів, епюри моментів, що крутять, епюри еквівалентних моментів, визначенні небезпечних перерізів.
3 етап розрахунку- перевірочний розрахунок полягає у визначенні коефіцієнта запасу міцності у небезпечних перерізах
- Коефіцієнти запасу міцності за нормальними і дотичними напругами
межі витривалості матеріалів.- Ефективні коефіцієнти концентрації напруг.
- Масштабний фактор (залежить від діаметра валу).
- Коефіцієнт зміцнення. - Коефіцієнти чутливості матеріалу, залежать від механічних характеристик.- змінні складові напруги.
- постійні складові напруги.
Розрахунок на жорсткість
Прогин осей і валів негативно впливає на роботу підшипників та зачеплення зубчастих передач. Жорсткість характеризується максимальним кутом повороту осі або валу.
і прогином Необхідна жорсткість забезпечується, якщо дійсні значення і не перевищують допустимих. При великих кутах повороту в підшипниках ковзання защемляється вал (особливо за великої довжини підшипника і цапфи), а підшипників кочення може зруйнуватися сепаратор. Великі прогини погіршують умови роботи зубчастих передач (особливо при несиметричному розташуванні шестірні).Допустимі значення кутів повороту під шестернею [
Для складання якісного технологічного процесу виготовлення деталі необхідно ретельно вивчити її конструкцію та призначення у машині.
Технологічна конструкція деталі представлена малюнку.
Деталь є циліндричною вісь. Найбільш високі вимоги до точності форми та розташування, а також шорсткості пред'являються до поверхонь шийок осі, призначених для посадки підшипників. Так точність шийок під підшипники повинні відповідати 7 квалітету. Високі вимоги до точності розташування цих шийок осі відносно один одного випливають із умов роботи осі.
Усі шийки осі є поверхні обертання щодо високої точності. Це визначає доцільність застосування токарних операцій тільки для їх попередньої обробки, а остаточну обробку з метою забезпечення заданої точності розмірів та шорсткості поверхонь слід виконувати шліфуванням. Для забезпечення високих вимог до точності розташування шийок осі їхню остаточну обробку необхідно здійснити за один установ або, в крайньому випадку, на одних і тих же базах.
Осі такої конструкції застосовують у машинобудуванні досить широко.
Осі призначені для передачі моментів, що крутять, і монтажу на них різних деталей і механізмів. Вони є поєднанням гладких посадкових і непосадкових, а також перехідних поверхонь.
Технічні вимоги до осей, характеризуються такими даними. Діаметральні розміри посадкових шийок виконують ІТ7, ІТ6, інших шийок по ІТ10, ІТ11.
Конструкція осі, її розміри та жорсткість, технічні вимоги, програма випуску - основні фактори, що визначають технологію виготовлення та обладнання.
Деталь є тілом обертання і складається з простих конструктивних елементів, представлених у вигляді тіл обертання круглого перерізу різного діаметра і довжини. На осі є різьблення. Довжина осі становить 112 мм, максимальний діаметр дорівнює 75 мм, а мінімальний – 20 мм.
Виходячи з конструктивного призначення деталі в машині, всі поверхні цієї деталі можна розбити на 2 групи:
основні чи робочі поверхні;
вільні чи неробочі поверхні.
Майже всі поверхні осі відносяться до основних, тому що сполучаються з відповідними поверхнями інших деталей машин або безпосередньо беруть участь у робочому процесі машини. Це пояснює досить високі вимоги до точності обробки деталі та ступеня шорсткості, вказаних на кресленні.
Можна відзначити, що конструкція деталі повністю відповідає її службовому призначенню. Але принцип технологічності конструкції полягає не тільки в задоволенні експлуатаційних вимог, але також вимог найбільш раціонального та економічного виготовлення виробу.
Деталь має легкодоступні поверхні для обробки; достатня жорсткість деталі дозволяє обробляти її на верстатах із найбільш продуктивними режимами різання. Ця деталь є технологічною, оскільки містить прості профілі поверхонь, її обробка не вимагає спеціально розроблених пристроїв та верстатів. Поверхні осі обробляються на токарному, свердлильному та шліфувальному верстатах. Необхідна точність розмірів та шорсткість поверхонь досягаються відносно невеликим набором нескладних операцій, а також набором стандартних різців та кіл для шліфування.
Виготовлення деталі відрізняється трудомісткістю, що пов'язано насамперед із забезпеченням технічних умов роботи деталі, необхідною точністю розмірів, шорсткістю робочих поверхонь.
Отже, деталь є технологічною за конструкцією та способами обробки.
Технологічне креслення деталі<<Ось>>.
Надіслати свою гарну роботу до бази знань просто. Використовуйте форму нижче
Студенти, аспіранти, молоді вчені, які використовують базу знань у своєму навчанні та роботі, будуть вам дуже вдячні.
Розміщено на http://www.allbest.ru/
Вступ
На цьому етапі розвитку ринкової економіки приділяється велика увага технології машинобудування.
Технологія машинобудування - наука, що систематизує сукупність прийомів та способів обробки сировини, матеріалів, відповідними знаряддями виробництва з метою одержання готових продукцій. Предметом вивчення у машинобудуванні є виготовлення виробів заданої якості із встановленою програмою випуску за найменших витрат матеріалів, мінімальної собівартості та високої продуктивності праці.
Технологічний процес у машинобудуванні характеризується як поліпшенням конструкції машин, а й безперервним вдосконаленням технології їх виробництва.
В даний час у зв'язку з високим рівнем розвитку електроніки машинобудуванні широко впроваджуються верстати з ЧПК. Застосування такого обладнання дозволяє скоротити: слюсарно-довідкові роботи; попередню розмітку; терміни підготовки виробництва та ін.
Враховуючи все це, я широко застосовую верстати з ЧПУ, а також у дипломному проекті розглядається ряд завдань, необхідних для виконання завдання на дипломне проектування.
До таких завдань ставляться:
Підвищення технічного рівня виробництва;
Механізація та автоматизація виробництва;
Розробка прогресивного технологічного процесу обробки деталі «Вісь»;
Розробка заходів щодо подальшого збільшення економії основних засобів, якості продукції та зниження собівартості виготовлення деталі.
Правильне рішення всіх вищезгаданих завдань дозволяють отримати:
Зростання продуктивність праці;
Вивільнення частини робітників;
збільшення річного економічного ефекту;
Зниження терміну окупності додаткових витрат.
1 . Технологічна частина
1.1 Опис умов роботи, службове призначення деталі, аналіз технологічностідеталі та доцільності переведення її обробки на верстати з ЧПУ
Деталь: "Вісь" №В. 5750.0001
Вона є складовою частиною механізму приводу стабілізатора. На осі обертається гойдалка приводу, тому поверхні Ш40f7 наноситься Хтв. 48-80, Ш24H9 отвір під спеціальний болт кріплення В. 5750.0001. Для фіксації зі спеціальним болтом кріплення виконані пази 20H11, а також 3 отвори Ш1,5 виконані для контровки (стопоріння) 2.2 ОСТ 139502.77, шплінтом 2,5х 32.029 ГОСТ 397-79.
Технологічність конструкції деталі оцінюється якісними параметрами та кількісними показниками.
Якісна оцінка технологічності конструкції
1 Деталь «Вісь» правильної геометричної форми і є тілом обертання.
2 Матеріал деталі (сталь 30ХГСА ГОСТ 4543-71) має хорошу оброблюваність механічним способом.
3 Можливість застосування заготовки-штампування, геометрична форма та розміри якої забезпечують невеликі припуски на механічну обробку.
4 Наявність уніфікованих елементів деталі підтверджує технологічність конструкції.
5 Конструкція деталі має достатню жорсткість, оскільки дотримується умова
6 Конфігурація, точність та шорсткість поверхонь дозволяють обробляти деталь на стандартному обладнанні нормальної точності та за допомогою стандартного різального інструменту.
Таблиця 1.1 - Точність розмірів та параметр шорсткості поверхонь деталі
|
Розміри поверхонь |
Квалітет точності |
Параметр шорсткості |
Кількість конструкційних елементів |
Кількість уніфікованих елементів |
|
Кількісна оцінка технологічності конструкції
1 Коефіцієнт уніфікації:
де Qуе – кількість уніфікованих елементів;
Qе – кількість конструкційних елементів.
2 Коефіцієнт точності поверхонь деталі:
де Ti - відповідно кваліфікація точності оброблюваних поверхонь;
Тср. - Середнє значення цих параметрів;
ni - число розмірів чи поверхонь для кожного квалітету
3 Коефіцієнт шорсткості поверхонь деталей:
де Rai - відповідно значення параметрів шорсткості оброблюваних поверхонь;
Розр. - Середнє значення цих параметрів;
ni - число розмірів чи поверхонь кожного значення параметра шорсткості.
Висновок: з вище розрахованих коефіцієнтів видно, що числові значення багатьох показників технологічності близькі до 1, тобто. технологічність конструкції деталі задовольняє вимогам до виробу. Деталь «Вісь» доцільно обробляти на верстатах з числовим програмним керуванням, оскільки деталь добре обробляється різанням та зручно базується.
1.2 Хімічний склад тамеханічні властивості матеріалудеталі
Деталь «Вісь» виготовляється із сталі 30ХГСА – конструкційна легована сталь, що витримує значні деформуючі навантаження.
Зі сталі 30ХГСА рекомендується виготовляти: вали, осі, зубчасті колеса, фланці, корпуси обшивки, лопатки компресорних машин, що працюють при температурі до 2000С, важелі, штовхачі, відповідальні зварні конструкції, що працюють при знакозмінних навантаженнях, кріпильні деталі.
Дані про хімічний склад та механічні властивості матеріалу розміщуємо в таблиці з відповідних джерел.
Таблиця 1.2 – Хімічний склад сталі
Таблиця 1.3 – Механічні властивості сталі
|
Перетин, мм |
||||||||
Технологічні властивості
Зварюваність - обмежена.
Способи зварювання: РДС; АДС під флюсом та газовим захистом, АрДС, ЕШС.
Оброблюваність різанням - в гарячекатаному стані при НВ 207ч217 і = 710 МПа.
Флокеночутливість – чутлива.
Схильність до відпускної крихкості – схильна.
1.3 Визначення типу виробництва
У машинобудуванні розрізняють такі типи виробництва:
Одиничне;
Серійне (дрібносерійне, середньосерійне, великосерійне);
Масове.
Кожен тип виробництва характеризується коефіцієнтом закріплення операції Кз.
Коефіцієнт закріплення операцій Кз. визначається за формулою:
де Qоп. - Число різних операцій, що виконуються на ділянці;
Pm – кількість робочих місць (верстатів), на яких виконуються ці операції.
Згідно з ГОСТ 3.1108-74 коефіцієнт закріплення операцій приймають рівним
Таблиця №1.4 - Значення коефіцієнта закріплення операцій
З вище розрахованого випливає, що серійне виробництво, слід визначити партію запуску деталей. Орієнтовно величину партії можна розрахувати за такою формулою:
де N - річний обсяг випуску, прим.;
Число робочих днів на рік (365-твих. - Тпразд.), Дн.;
Необхідний запас деталей на складі в днях коливається в межах 3ч8 днів
· Для одиничного та дрібносерійного виробництва 3ч4 днів
· Для середньосерійного виробництва 5ч6 днів
· Для великосерійного та масового виробництва 7ч8 днів
Серійне виробництво характеризується обмеженою номенклатурою виробів виготовлених або ремонтованих партіями, що періодично повторюються, і порівняно великим обсягам випуску.
При серійному виробництві широко використовуються універсальні верстати, а також спеціалізовані та частково спеціальні верстати.
Устаткування розташовується як за груповим ознакою, а й у потоку.
Технологічна оснастка універсальна, а також спеціальна та універсально-збірна, що дозволяє знизити трудомісткість та собівартість виготовлення виробу.
Робітники спеціалізуються у виконанні лише кількох операцій. Технологічний процес диференційований, тобто. розчленований на окремі самостійні операції, переходи прийоми, рухи.
Собівартість виробу – середня.
1.4 Аналіз заводського технологічного процесу
Кожна деталь має виготовлятися з мінімальними трудовими та матеріальними витратами. Ці витрати можна скоротити значною мірою від правильного вибору варіанта технологічного процесу, його оснащення, механізації та автоматизації, застосування оптимальних режимів обробки та правильної підготовки виробництва. На трудомісткість виготовлення деталі мають особливий вплив її конструкція та технічні вимоги на виготовлення.
У заводському технологічному процесі деталь «Вісь» обробляється так:
005 Контрольна 065 Слюсарна
010 Токарна 070 Розмічувальна
015 Токарна 075 Свердлильна
020 Токарна 080 Промивна
025 Контрольна 085 Магнітна
030 Термічна 090 Контрольна
035 Піскоструминна 095 Покриття
040 Токарна 100 Шліфувальна
045 Шліфувальна 105 Слюсарна
050 Токарна 110 Промивна
055 Розмітна 115 Магнітна
060 Фрезерна 120 Підготовча
Як видно з перерахованих вище операцій заводського технологічного процесу, тут використовується велика кількість контрольних, слюсарних, розмічувальних операцій і використовуються верстати старих моделей універсальні з ручним управлінням.
Вважаю, що у своєму варіанті технологічного процесу обробки деталі «Вісь» необхідно на деяких операціях застосувати високопродуктивні верстати з ЧПУ, що дозволить:
Підвищити продуктивність праці;
Ліквідувати розмічувальні та слюсарні операції;
Скоротити час на переналагодження обладнання, встановлення заготовок за рахунок застосування універсальних складальних пристосувань;
скоротити кількість операцій;
Скоротити витрати часу та коштів на транспортування та контроль деталей;
Зменшити шлюб;
Скоротити потребу у робочій силі;
Зменшити кількість верстатів;
Застосувати багатоверстатне обслуговування;
Крім того на горизонтально-фрезерних та вертикально-свердлильних операціях доцільно застосувати спеціальні швидкопереналагоджувальні пристрої з пневмозатиском, що забезпечують надійне закріплення та точне базування деталі в процесі обробки, а також дозволить:
скоротити час на переналагодження обладнання;
Забезпечити фіксоване та надійне положення заготовки у пристосуванні;
Звільнить від попередньої розмітки перед цією операцією
Застосування спеціального високопродуктивного різального інструменту забезпечує високу точність і необхідну шорсткість оброблюваних поверхонь.
1.5 Техніко-економічна оцінка вибору методу одержання заготівлі
Вибір методу отримання заготівлі одна із найважливіших чинників під час проектування і розробці технологічного процесу.
Вид заготівлі та метод значною мірою визначається матеріалом деталі, типом виробництва, а також такими технологічними властивостями як конструктивна форма та габаритні розміри деталі.
У виробництві однією з основних напрямів розвитку технології механічної обробки є використання чистових заготовок з економічними конструктивними формами, тобто. рекомендується перекласти більшу частину процесу формоутворення деталі на заготівельну стадію і цим знизити витрати і витрата матеріалу при механічній обробці.
У дипломній роботі для деталі «Вісь» застосовую метод отримання заготовки гаряче штампування на кривошипних пресах.
При цьому методі форма заготівлі за своїми розмірами наближена до розмірів деталі і цим знижується витрата матеріалу і час виготовлення деталі «Вісь», а також зменшується кількість операцій механічної обробки і, отже, зменшується собівартість даної деталі.
1.6 Вибір технологічних баз
Базою називають поверхню, що замінює сукупність поверхонь, вісь, точку деталі стосовно яких орієнтуються інші деталі, оброблювані даної операції.
Для підвищення точності обробки деталі необхідно дотримуватися принципу поєднання (єдності) баз, згідно з яким при призначенні технологічних баз для точної обробки заготівлі як технологічні бази слід застосовувати поверхні, які одночасно є конструкторськими та вимірювальними базами деталі.
А також принцип сталості баз, який полягає в тому, що при розробці технологічного процесу необхідно прагнути використання однієї й тієї ж технологічної бази, не допускаючи без необхідності зміни технологічних баз.
Прагнення здійснити обробку по одній технологічній базі пояснюється тим, що будь-яка зміна баз збільшує похибку взаємного розташування поверхонь, що обробляються.
Проаналізувавши все вищеназване, роблю висновок, що для обробки деталі "Вісь" за базові поверхні необхідно прийняти:
Операція 010 Токарна ЧПУ
Установ А: 61,8
Установ Б: ? 40,3
: ?40,3
: ?40,3
Операція 025 Круглошліфувальна: відп. Ш24H9
1.7 Проектування маршрутного технологічного процесу деталі:послідовність обробки; вибір обладнання; вибір верстатних пристроїв; вибір різальних інструментів; виб ор допоміжних інструментів
Під час розробки технологічного процесу керуються такими основними принципами:
В першу чергу обробляю ті поверхні, які є базовими при подальшій обробці;
Після цього обробляють поверхні з найбільшими припусками;
Поверхні, обробка яких обумовлена високою точністю взаємного розташування поверхонь, необхідно обробляти з однієї установи;
При обробці точних поверхонь слід прагнути дотримання двох основних припусків: поєднання (єдності) баз та сталості баз
Послідовність обробки
Операція 005 Заготівельна
Операція 010 Токарна ЧПУ
Встанови А
Встановити, закріпити заготівлю
1 Точити торець «чисто»
2 Точити фаску 1х450
3 Точити Ш40,4 мм на l=63,5-0,2 мм, витримавши R1
4 Точити фаску 1х450
5 Зінкувати фаску 1х450
Установ Б
Перевстановити, закріпити заготівлю
1 Точити торець «чисто» витримавши l=79,5-0,2 мм
2 Точити фаску 1х450
3 Точити Ш60 мм на прохід
4 Зенкерувати Ш23,8 мм на прохід
5 Зінкувати фаску 2,5х450
6 Розгорнути Ш24H9 (+0,052)
7 Контроль виконавцем
Операція 015 Горизонтально-фрезерна
Встанови А
Встановити, закріпити деталь
1 Фрезерувати паз B=20H11 (+0,13) на l=9,5 мм, витримавши R1
Установ Б
Перевстановити, закріпити деталь
1 Фрезерувати паз B=20H11 (+0,13) на l=41 мм
2 Притупити гострі кромки, припиляти 2 фаски 0,5 х450; 2 фаски 1х450
3 Контроль виконавцем
Операція 020 Вертикально-свердлильна
Встановити, закріпити деталь
1 Свердлити 3 відп. Ш1,5 мм на прохід, витримавши 1200, l = 48 мм
2 Розсвердлити 3 фаски 0,3х450
3 Контроль виконавцем
Операція 025 Термічна
1 Калити 35,5…40,5 HRC
Встановити, закріпити деталь
1 Шліфувати Ш40f на l=60 методом поперечної подачі
2 Контроль виконавцем
Операція 035 Контрольна
Вибір обладнання
При виборі обладнання враховуються такі фактори:
Тип виробництва;
Вид заготівлі;
Вимоги до точності обробки та шорсткості оброблюваної поверхні;
Необхідна потужність;
Річна програма.
З вищевикладеного вибираю технологічне устаткування.
Операція 010 Токарна з ЧПУ
Токарно-гвинторізний верстат з ЧПУ 16К20Ф3
Верстат призначений для токарної обробки зовнішніх та внутрішніх поверхонь деталей зі ступінчастим та криволінійним профілем в осьовому перерізі при напівавтоматичному циклі, заданою програмою на перфострічці.
|
Параметри |
Числові значення |
|
|
Найбільший діаметр оброблюваної заготовки: |
||
|
над станиною |
||
|
над супортом |
||
|
Найбільший діаметр прутка, що проходить через отвір шпинделя |
||
|
Найбільша довжина заготівлі, що обробляється |
||
|
Крок нарізання різьблення: |
||
|
Метричної |
||
|
Число швидкостей шпинделя |
||
|
Найбільше переміщення супорта: |
||
|
поздовжнє |
||
|
поперечне |
||
|
Подача супорта, мм/об (мм/хв): |
||
|
поздовжня |
||
|
поперечна |
||
|
Число ступенів подач |
||
|
Швидкість швидкого переміщення супорта, мм/хв: |
||
|
поздовжнього та поперечного |
||
|
вертикального |
||
|
Потужність електродвигуна головного приводу, кВт |
||
|
Габаритні розміри (без ЧПУ): |
||
|
маса, кг |
Операція 015 Горизонтально-фрезерна
Горизонтально-фрезерний широкоуніверсальний верстат 6Р81Ш /10/
Верстат призначений для виконання різних фрезерних робіт, а також свердлильних та нескладних розточувальних робіт у заготовках з чавуну, сталі та кольорових металів. Верстат може працювати в напівавтоматичному та автоматичному режимах, що дає можливість багатоверстатного обладнання.
Технічні характеристики верстата
|
Параметри |
Числові значення |
|
|
Розміри робочої поверхні (ширина х довжина), мм |
||
|
Найбільше переміщення столу; мм: |
||
|
поздовжнє |
||
|
поперечне |
||
|
вертикальне |
||
|
Відстань: |
||
|
від осі горизонтального шпинделя до поверхні столу |
||
|
від осі вертикального шпинделя до направляючих станини |
||
|
від торця вертикального шпинделя до поверхні столу |
||
|
Найбільше переміщення гільзи вертикального шпинделя, мм |
||
|
Кут повороту вертикальної фрезерної головки, у площині, паралельній: |
||
|
поздовжнього ходу столу |
||
|
поперечному ходу столу: |
||
|
від станини |
||
|
до станини |
||
|
Внутрішній конус шпинделя за ГОСТ 15945-82: |
||
|
горизонтального |
||
|
вертикального |
||
|
Число швидкостей шпинделя: |
||
|
горизонтального |
||
|
вертикального |
||
|
Частота обертання шпинделя, об/хв: |
||
|
горизонтального |
||
|
вертикального |
||
|
Число робочих подач столу |
||
|
Подача столу, мм/хв: |
||
|
поздовжня |
||
|
поперечна |
||
|
вертикальна |
||
|
Швидкість швидкого переміщення столу, мм/хв: |
||
|
поздовжнього |
||
|
поперечного |
||
|
вертикального |
||
|
Габаритні розміри: |
||
|
Маса (без виносного обладнання), кг |
Операція 020 Вертикально-свердлильна
Вертикально-свердлильний верстат 2Н125
Верстат призначений для свердління, розсвердлювання, зенкерування, розгортання отворів, нарізування різьблення мітчиком та підрізання торців ножами.
|
Параметри |
Числові значення |
|
|
Найбільший умовний діаметр свердління, мм |
||
|
Робоча поверхня столу |
||
|
Найбільша відстань від торця шпинделя до робочої поверхні столу |
||
|
Виліт шпинделя |
||
|
Найбільший хід шпинделя |
||
|
Найбільше вертикальне переміщення: |
||
|
свердлильної головки |
||
|
Конус Морзе отвори шпинделя |
||
|
Число швидкостей шпинделя |
||
|
Частота обертання шпинделя, об/хв |
45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1400; 2000 |
|
|
Число подач шпинделя |
||
|
Подача шпинделя, мм/про |
0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6 |
|
|
Потужність електродвигуна головного приводу руху, кВт |
||
|
ККД верстата |
||
|
Габаритні розміри, мм: |
||
|
маса, кг |
Операція 030 Круглошліфувальна
Круглошліфувальний напівавтомат для врізного та поздовжнього шліфування, підвищеної точності 3М151
Верстат призначений для зовнішнього шліфування циліндричних та пологих конічних поверхонь.
|
Параметри |
Числові значення |
|
|
Найбільші розміри заготовки, що встановлюється: |
||
|
Найбільша довжина шліфування: зовнішнього |
||
|
Висота центрів над столом |
||
|
Найбільше поздовжнє переміщення столу |
||
|
Кут повороту в о: |
||
|
за годинниковою стрілкою |
||
|
проти годинникової стрілки |
||
|
Швидкість автоматичного переміщення столу (безступінчасте регулювання), м/хв. |
||
|
Частота обертання шпинделя заготовки з безступінчастим регулюванням, об/хв. |
||
|
Конус Морзе шпинделя передньої бабки та пінолі задньої бабки |
||
|
Найбільші розміри шліфувального кола: |
||
|
зовнішній діаметр |
||
|
Переміщення шліфувальної бабки: |
||
|
найбільше |
||
|
на один розподіл лімбу |
||
|
за один оборот поштовхової рукоятки |
||
|
Частота обертання шпинделя шліфувального круга, об/хв |
||
|
при зовнішньому шліфуванні |
||
|
Швидкість врізної подачі шліфувальної бабки, мм/хв. |
||
|
Потужність електродвигуна приводу головного руху, кВт |
||
|
Габаритні розміри, мм: |
||
|
маса, кг |
Вибір верстатних пристроїв
При розробці технологічного процесу механічної обробки деталі необхідно правильно вибрати пристрій, який повинен сприяти підвищенню продуктивності праці, точності обробки, поліпшенню умов праці, ліквідації попередньої розмітки деталі та вивіряння її при встановленні на верстаті.
Операція 010 Токарна ЧПУ
Пристрій: патрон трикулачковий, що самоцентрується.
ГОСТ 2675-80 входить до комплектності верстата; центр, що обертається
ГОСТ 2675-80.
Операція 015 Горизонтально-фрезерна
Пристрій: спеціальний налагоджувальний пристрій для фрезерування деталі з вбудованим пневматичним циліндром.
Операція 020 Вертикально-свердлильна
Пристосування: Головка ділильна універсальна ГОСТ 8615-89;
жорсткий цент ГОСТ 13214-79.
Операція 030 Круглошліфувальна
Пристрій: патрон поводковий для шліфувальних робіт
ГОСТ 13334-67 Хомутик поводковий для шліфувальних робіт
ГОСТ 16488-70
Вибір різального інструменту
При виборі різального інструменту необхідно прагнути приймати стандартний інструмент, але іноді доцільно приймати спеціальний, комбінований або фасонний інструмент, що дозволяє поєднувати кілька поверхонь.
Правильний вибір різальної частини інструменту має також велике значення для підвищення продуктивності праці, підвищення точності та якості оброблюваної поверхні.
Операція 010 Токарна з ЧПУ
Встанови А
Перехід 01, 02, 03, 04 Прохідний упорний різець із пластинками із твердого сплаву Т15К6, 16х25 ГОСТ 18879-73 /7/
Установ Б
Перехід 01, 02, 03 Прохідний упорний відігнутий різець із твердосплавними пластинками Т15К6, 16х25 ГОСТ 18879-73
Технічна характеристика різця: Н=25 мм, =16 мм, L=140 мм, n=7 мм, l=16 мм, r=1,0 мм.
Перехід 04 Зенкер цільний Ш23,8 мм із швидкорізальної сталі Р6М5 з конічним хвостовиком ГОСТ 12489-71
Технічна характеристика Зенкер: D = 23,8 мм, L = 185 мм, l = 86 мм.
Перехід 05 Зенковка?450 зі швидкорізальної сталі Р6М5 з конічним хвостовиком ОСТ-2
Технічна характеристика зенковки: D=32 мм, L=145 мм, l=56 мм.
Перехід 06 Розгортка зі швидкорізальної сталі цільна Ш24H9 (+0,052) з конічним хвостовиком ГОСТ 1672-80
Технічна характеристика розгортки: D=24 мм, L=225 мм, l=34 мм
Операція 015 Горизонтально-фрезерна
Перехід 01 Дискова тристороння фреза Ш125 із вставними ножами, оснащеними твердим сплавом Т15К6, z=8 ГОСТ 5348-69
Технічна характеристика фрези D=100 мм, B=20 мм, d=32 мм, z=8 мм.
Перехід 02 Надфіль плоский ГОСТ 1513-77
Технічна характеристика фрези L=130 мм.
Операція 020 Вертикально-свердлильна
Перехід 01 Свердло спіральне?1,5 мм із швидкорізальної сталі Р6М5 з циліндричним хвостовиком ГОСТ 10902-77
Технічна характеристика свердлу: d=1,5 мм, L=63 мм, l=28 мм.
Перехід 02 Свердло спіральне?6 мм із швидкорізальної сталі Р6М5 з циліндричним хвостовиком ГОСТ 10902-77
Технічна характеристика свердла: d=6 мм, L=72 мм, l=34 мм
Операція 030 Круглошліфувальна
Перехід 01 Шліфувальне коло 300х63х76 ПП 24А40НСМ25К8
ГОСТ 2424-83.
Технічна характеристика кола: D = 300 мм, = 63 мм, d = 76 мм.
1.7.5 Вибір допоміжного інструменту
При виборі допоміжних інструментів користуються тими принципами, як і верстатні пристрої.
З вищеописаного проводжу вибір допоміжних інструментів.
На операції 010 Токарна ЧПУ:
Встанови А
Перехід 05 – застосовую перехідну втулку ГОСТ 13598-85
Установ Б
Перехід 04, 05, 06 – застосовую перехідну втулку ГОСТ 13598-85.
1.8 Визначення операційних припусків, допусків, міжопераційнихрозмірів та розмірів заготівлі (на двіповерхні зробитирозрахунок припусків аналітичним методом)
Вибір заготівлі для подальшої механічної обробки та встановлення величин раціональних припусків та допусків на обробку є одним з важливих етапів проектування технологічного процесу виготовлення деталі. Від правильності вибору заготівлі, тобто. встановлення її форм, розмірів, припусків на обробку, точності розмірів та твердості матеріалу більшою мірою залежить характер і кількість операцій чи переходів, трудомісткість виготовлення деталі, величина витрати матеріалу та інструменту та в результаті - вартість виготовлення деталі.
Визначення припусків аналітичним методом
Аналітичний метод визначення припусків базується на аналізі виробничих похибок, що виникають за умов обробки заготівлі.
Для зовнішніх або внутрішніх поверхонь тіл обертання операційні припуски 2Zi min мкм визначаються за формулою:
де - висота мікронерівності поверхні;
Глибина дефектного поверхневого шару;
Сумарне значення просторових геометричних відхилень;
Похибка встановлення
Визначаємо проміжні припуски та проміжні розміри при обробці поверхні отвору?24Н9 (+0,052).
Для наочності та простоти визначення проміжних припусків та розмірів складаємо таблицю.
Таблиця 1.5 - Розрахунки припусків, допусків та проміжних розмірів на цю поверхню
|
Поверхня деталі та маршрут її обробки |
Допуск на розмір, мм |
Елементи припуску, |
Проміжні припуски, мм |
||||||||
|
Заготівля-штампування |
|||||||||||
|
Одноразове розточування |
|||||||||||
|
Нарізання різьблення |
Перевірка: Tdзаг - Tdд =
1400 - 62 = (3758+352) - (2488 + 284)
1338 мкм = 1338 мкм
Мал. 1.1 - Схема розташування полів припусків та допусків по оброблюваній поверхні
Визначаємо проміжні припуски та проміжні розміри при обробці поверхні валу?40f7.
Для наочності та простоти визначення проміжних припусків, допусків та розмірів складаємо таблицю /10/
Таблиця 1.6 - Розрахунки припусків, допусків та проміжних розмірів на цю поверхню
|
Вид заготівлі та технологічна операція |
Точність заготівлі та оброблюваної поверхні |
Допуск на розмір, мм |
Елементи припуску, мкм |
Проміжні розміри заготовки, мм |
Проміжні припуски, мм |
||||||
|
Заготівля-штампування |
|||||||||||
|
Чорнове точення |
|||||||||||
|
Чистове точення |
|||||||||||
|
Термообробка шліфування |
Перевірка: Tdзаг - Tdд =
1400 - 25 = (2818+468+54) - (1668+257+40)
1375 мкм = 1375 мкм
Мал. 1.2 - Схема розташування полів припусків та допусків по оброблюваній поверхні
Розрахунок припусків, допусків, міжопераційних розмірів табличним способом
На решту поверхні заготівлі припуски, допуски, міжопераційні розміри вважаю табличним способом, отримані дані зводжу до таблиці
Таблиця 1.7 - Розрахунок припусків, допусків та проміжних розмірів на інші поверхні
|
Послідовність обробки |
Квалітет точності |
Шорсткість |
Допуски мм |
Величина припуску |
Розрахунковий розмір, мм |
Граничний розмір, мм |
Граничний припуск, мм |
|||
|
Заготівля-штампування Одноразове напівчисте точення l=79,5 |
||||||||||
|
Заготівля-штампування Одноразове напівчисте точення?60 |
Таблиця 1.8 – Міжопераційні розміри поверхонь заготівлі
1.9 Визначення нормивитрати (обчислити коефіцієнт використання матеріалу та коефіцієнт використання заготівлі)
Для визначення норми витрат матеріалу необхідно визначити масу заготівлі. Масу заготовки розраховують виходячи з його обсягу та щільності матеріалу. Необхідно прагнути до того, щоб форма та розміри заготовки були близькими до форми та розмірів готової деталі, що зменшує трудомісткість механічної обробки, скорочує витрату матеріалу, ріжучого інструменту, електроенергії тощо.
Масу заготовки розраховують за такою формулою:
де – щільність матеріалу, гр./см3
Загальний обсяг заготівлі, см3.
Зазвичай складну фігуру заготовки необхідно розбити на елементарні частини правильної геометричної форми та визначити об'єми цих елементарних частин. Сума елементарних обсягів становитиме загальний обсяг заготівлі.
Об'єм циліндричної труби V, см3 розраховуємо за формулою:
де - Зовнішній діаметр циліндричної труби, см
Внутрішній діаметр циліндричної труби, см
h – висота циліндричної труби, див.
Правильний вибір способу одержання заготовки характеризується двома коефіцієнтами:
Кім - коефіцієнт використання матеріалу
Кіз – коефіцієнт використання заготівлі
де - маса деталі, гр
де - маса втрат металу (чад, облій, на відрізку тощо)
Коефіцієнт використання матеріалу коливається у таких межах:
Для виливки 0,65 год 0,75…0,8
Для штампування 0,55 год 0,65 ... 0,75
Для прокату 0,3 год 0,5
Зробивши розрахунки коефіцієнта використання матеріалу та коефіцієнта використання заготовки роблю висновок, що ці коефіцієнти лежать у допустимих межах, отже, обраний метод отримання заготовки правильний.
1.10 Визначення режимів різання, потужності для двох
Визначення режимів різання та потужності можна виконувати двома методами:
Аналітичним (за емпіричними формулами);
Табличним
Розрахунок режимів різання для двох різнохарактерних операцій або переходів за емпіричними формулами
Проводимо розрахунок режимів різання та потужності для різнохарактерних операцій та переходів за емпіричними формулами
Операція 010 Токарна ЧПУ
Установ Б
Перехід 01 Точити торець «чисто» витримавши l=79,5-0,2 мм
Глибина різання: t=1,0 мм
Подача: S=0,5 мм/про /10/
Швидкість різання V, м/хв:
де Cv = 350; x = 0,15; y=0,35; m=0,2 /7/
T - стійкість різця, хв (Т = 60 хв)
Kv = Kmv Knv Kuv KTv KTc Kц Kr
де Kф - коефіцієнт, що характеризує групу сталі з оброблюваності
Кnv - коефіцієнт, що враховує вплив стану поверхні заготівлі швидкість різання (Кnv=0,8) /9/
Кuv - коефіцієнт, що враховує вплив інструментального матеріалу на швидкість різання (Кuv = 1,15) /9/
КTv - коефіцієнт, що враховує стійкість інструменту в залежності від кількості інструментів, що одночасно працюють (КTv=1,0)/9/
КТс - коефіцієнт, що враховує стійкість інструменту в залежності від кількості верстатів, що одночасно обслуговують (КТс=1,0)
Кц - коефіцієнт, що враховує вплив головного кута у плані ц (Кц = 0,7)
Кr - коефіцієнт, що враховує вплив радіусу r при вершині різця (Кr=0,94) /9/
Kv = 0,56 0,8 1,15 1,0 1,0 0,7 0,94? 0,34
Частота обертання заготівлі, n про/хв:
де V - швидкість різання, м/хв
D - діаметр оброблюваної поверхні, мм
Відповідно до умови обробки приймаємо:
nпр = 359 про/хв
Сила різання, PZ Н:
PZ = 10 · Cp · tx · Sy · Vn · Kp
де Cp = 300; х = 1,0; y=0,75; n = -0,15 / 7 /
Кр - коефіцієнт, що впливає на силу різання
Кр = Kmp·Kцp·Kp·Kp·Krp
де n – показник ступеня (n=0,75) /9/
Кцр - коефіцієнт, що враховує вплив головного кута в плані
силу різання (Кцр=0,89) /9/
Кр - коефіцієнт, що враховує вплив переднього кута на силу різання (Кр = 1,0) / 9 / Кр - коефіцієнт, що враховує вплив кута нахилу головного леза на силу різання (Кр = 1,0). Кrp - коефіцієнт, що враховує вплив радіусу при вершині на силу різання (Кrp = 0,87).
Кр = 1,31 0,89 1,0 1,0 0,87? 1,01
Звідси сила різання PZ Н:
PZ = 10300 1,01,0 0,50,75 70-0,15 1,01? 947 Н
Хвилинна подача Sm, мм/хв
де So - подача на оборот заготівлі, мм/об;
nпр - прийнята частота обертання заготівлі про/хв
Sm = 0,5359? 180 мм/хв
Ефективна потужність різання Ne, кВт:
де - сила різання, Н
Швидкість різання, м/хв
Ефективна потужність розрахована правильно, якщо виконується умова: 1,08 кВт 10 0,75
1,08 кВт 7,5 кВт
Операція 015 Горизонтально-фрезерна
Перехід 01 Фрезерувати рази на розмір 20H
Глибина різання: 9 мм
Ширина фрезерування B = 20 мм
Подання: Sz. =0,06 мм/зуб /10/
Швидкість різання V, м/хв:
де Cv = 690; m = 0,35; x = 0,3; y = 0,4; u = 0,1; p = 0 /5/
T - стійкість фрези, хв (Т = 120 хв); /7/
B – ширина фрезерування, мм. B = 20 мм
Kv - коефіцієнт, що впливає швидкість різання
Kv = Kmv Kuv Klv
де Кmv - коефіцієнт, що враховує вплив фізико-механічних властивостей оброблюваного матеріалу на швидкість різання
де Kф - коефіцієнт, що характеризує групу сталі з оброблюваності (Kф = 0,8)
nv - показник ступеня (nv = 1,0)
Кuv - коефіцієнт, що враховує вплив інструментального матеріалу на швидкість різання (Кuv = 1,0)
Kv = 0,54 0,8 1,0? 0,5
Звідси швидкість різання V, м/хв:
Частота обертання шпинделя, n про/хв:
де позначення колишні
nд=500 об/хв
Справжня швидкість різання Vд, м/хв:
де позначення колишні
Хвилинна подача Sm, мм/хв:
де позначення колишні
Sm = 0,06 · 8 · 500 = 240 мм / хв
Відповідно до умови обробки та паспортних даних верстата приймаю:
Sm = Sv =200 мм/хв, тоді дійсна подача на зуб фрези:
Сила різання, Pz Н:
де Cp = 261; x = 0,9; y=0,8; u = 1,1; = 1,1; w = 0,1 /7/
де Kp - коефіцієнт, що впливає на силу різання
де Kmp - коефіцієнт, що враховує вплив якості матеріалу, що обробляється на силу різання
де n – показник ступеня (n=0,3) /9/
Kmp =? 1,12 Звідси сила різання, Pz Н:
Потужність на різання Nрез, кВт:
де позначення колишні
Перевіряємо чи достатньо потужність приводу верстата
Потужність на шпинделі верстата N_(шп,)
де позначення колишні
Ефективна потужність різання розрахована правильно, якщо виконується умова:
3,56 кВт 6 Отже, обробка можлива.
Розрахунок режимів різання та потужності для інших операцій та переходів за чинними нормативами Для зручності подальшого використання розрахованих режимів різання складаємо таблицю
Таблиця 1.9 - Розрахунок режимів різання за операціями технологічного процесу
|
Глибина різанняt, мм |
Подача S мм/про SZ мм/зуб |
Швидкість різання V, мм/хв |
Частота обертання n, об/хв |
Фактична швидкість різання Vф м/хв |
Хвилинна подача Sm мм/хв |
Потужність на різання Nр, кВт |
|
|
Операція 010 Токарна ЧПУ Перехід 01 Точити торець «чисто» |
|||||||
|
Перехід 02 Точити фаску 1х450 |
|||||||
|
Перехід 03 Точити Ш40,4 мм на l=63,5-0,2 мм, витримавши R1 |
|||||||
|
Перехід 04 Точити фаску 1х45о |
|||||||
|
Перехід 05 Зенкерувати фаску 1х45о |
|||||||
|
Установ Б Перехід 02 Точити фаску 1х45о |
|||||||
|
Перехід 03 Точити Ш60 мм на прохід |
|||||||
|
Перехід 04 Зенкерувати Ш23, 8 мм на прохід |
|||||||
|
Перехід 05 Зенкувати фаску 2,5х450 |
|||||||
|
Перехід 06 Розгорнути Ш24H9 (+0,052) |
|||||||
|
Операція 020 Вертикально-свердлильна Перехід 01 Свердлити 3 відп. Ш1,5 мм на прохід, витримавши 1200, l = 48 мм |
|||||||
|
Перехід 02 Розсвердлити 3 фаски 0,3х450 |
|||||||
|
Операція 030 Круглошліфувальна Перехід 01 Шліфувати (Ш40f) на l=60 мм методом поперечної подачі |
|||||||
1.11 Визначення норм часу за операціями
Технічна норма часу на обробку заготівлі є основним параметром для розрахунку вартості деталі, що виготовляється, числа виробничого обладнання, заробітної плати та планування виробництва. Технічну норму часу визначають на основі технічних можливостей технологічного оснащення, ріжучого інструменту, верстатного обладнання та правильної організації робочого місця.
Визначення норм часу для операції, що виконується на верстаті з ЧПУ
Операція 010 Токарна ЧПУ
1 Час автоматичної роботи верстата Та, хв:
Та = Тоа + Тва
де Тоа – основний час автоматичної роботи верстата, хв;
Тва – допоміжний час роботи верстата за програмою, хв.
де l - Довжина оброблюваної поверхні в напрямку подачі, мм;
l1 – величина врізання, мм;
l2 - величина перебігу, мм;
S - подача на оборот деталі, мм/об;
i – число проходів.
Тоа = 0,06 +0,03 +0,25 +0,03 +0,02 +0,03 +0,12 +0,41 +0,71 +0,03 = 1,69 хв
Тва = Твха + Тост
де Твха - час виконання автоматичних допоміжних ходів (підведення деталі або інструменту від вихідних точок у зони обробки та відведення, встановлення інструменту на розмір), хв;
де dxx – довжина холостого ходу, мм;
Sxx - швидкість холостого ходу, м/хв;
Число технологічних ділянок.
Тост - час технологічних пауз (зупинок, подачі обертання шпинделя для перевірки розмірів, огляду чи зміни інструменту), хв
де а - кількість зупинок
2 Час допоміжної ручної роботи Тв, хв:
де а = 0,0760; х = 0,170; у = 0,15
Допоміжний час, пов'язаний з виконанням операції, мін
де а = 0,36; b = 0,00125; c=0,04; d=0,022; =0
Xо Yо Zо – нульові координати;
k - число коректорів у налагодженні;
lпл - довжина перфострічки, м (lпл=0,5 м)
Допоміжний час, що перекривається на контрольні вимірювання деталі, мін
де k = 0,0187; z = 0,21; u = 0,330/11/
D - діаметр, що вимірюється, мм
L - довжина, що вимірюється, мм
Тв = 0,25 + 0,58 + 0,16 = 0,99 хв
3 Підготовчо-заключний час Тпз, хв:
Тпз = а + у nu + c Pp + d Pnn
де а = 11,3; в = 0,8; c = 0,5; d = 0,4
nu - кількість ріжучих інструментів;
Рр – число встановлених вихідних режимів роботи верстата (Рр = 2);
Рnn - число розмірів, що набираються перемикачами на пульті управління (Рnn = 2 год 3)
Т nз = 11,3 + 0,8 4 + 0,5 2 + 0,4 3 = 16,7 хв
Після визначення Тв роблять його коригування залежно від серійності виробництва.
4 Поправочний коефіцієнт серійності:
де а = 4,17; х = 0,216;
де nпр – продуктивна партія деталей, шт. (розділ 1.4)
5 Штучний час Тшт, хв:
де (аорг + аотл) - відсоток часу на організаційне та технічне обслуговування робочого місця та відпочинку (аорг + аотл) = 10% /2/
Час обробки партії деталей:
де позначення колишні
Т = 3,44280 + 16,7 = 980 хв
Визначення норм часу для операцій, що виконуються на універсальних верстатах
Операція 015 Горизонтально-фрезерна
Встанови А
Перехід 01
де L - шлях, пройдений інструментом, мм:
де l - Довжина оброблюваної поверхні, мм;
l1 – величина врізання інструменту, мм;
l2 - величина перебігу інструмента, мм;
n - частота обертання деталі, об/хв;
i – число проходів.
де - допоміжний час на встановлення та зняття деталі, мін
Допоміжний час, пов'язаний з переходом, мін
Допоміжний час, пов'язаний з контрольними вимірами, мін
Установ Б
Перехід 01
1 Основний час роботи верстата То, хв:
Допоміжний час Тв, хв:
де позначення колишні
Топер = 0,48 + 1,0 = 1,48 хв
Тобс = 3,5% від Топер
Тотл = 4% від Топер
де К - сумарний відсоток часу на обслуговування робочого місця та часу на відпочинок та особисті потреби
де - підготовчо-заключний час на налагодження верстата, інструменту та пристроїв, мін
Підготовчо-заключний час на додаткові прийоми, хв
Підготовчо-заключний час на отримання інструменту та пристроїв до початку та здавання їх після закінчення обробки, хв
Операція 020 Вертикально-свердлильна
Перехід 01
1 Основний час роботи верстата То, хв:
2 Допоміжний час Тв, хв:
Перехід 02
1 Основний час роботи верстата То, хв:
2 Допоміжний час Тв, хв:
3 Оперативний час Топер, хв:
Топер = 0,93 + 0,79 = 1,72 хв
4 Час на обслуговування робочого місця Тобс, хв:
Тобс = 4% від Топер
5 Час на відпочинок та особисті потреби Тотл, хв:
Тотл = 4% від Топер
6 Норма штучного часу Тшт, хв:
7 Підготовчо-заключний час Тпз, хв:
8 Штучно-калькуляційний час Тшк, хв:
Операція 030 Круглошліфувальна
Перехід 01
1 Основний час роботи верстата То, хв:
де - Довжина ходу столу, мм / дв. хід
Припуск на обробку на бік, мм
Хвилинна поздовжня подача, мм/хв
Поперечна подача, мм/про
2 Допоміжний час Тв, хв:
3 Оперативний час Топер, хв:
Топер = 0,3 + 0,81 = 1,11 хв
4 Час на обслуговування робочого місця Тобс, хв:
Тобс = 9% від Топер
5 Час на відпочинок та особисті потреби Тотл, хв:
Тотл = 4% від Топер
6 Штучне часу Тшт, хв:
7 Підготовчо-заключний час Тпз, хв:
8 Штучно-калькуляційний час Тшк, хв:
Для зручності подальших розрахунків усі отримані дані зводжу до таблиці
Таблиця 1.10 - Норми часу за всіма операціями технологічного процесу
Розрахунок та кодування програм на задані операції
Ґрунтуючись на всі вище зроблені розрахунки, проводжу розрахунок та кодування керуючої програми для операції 010Токарна з ЧПУ.
Таблиця 1.11 - Траєкторія руху інструменту
За складеними табличними даними виконую кодування програми:
Встанови А
Установ Б
Контроль програми
Під час підготовки програми, зазвичай, виникають помилки, які виправляються у процесі налагодження та впровадження програми.
Помилки виникають при заданні вихідних даних у процесі розрахунку та запису УП на програмоносій. Відповідно розрізняють помилки геометричні, технологічні та помилки перфорації або запису на магнітну стрічку.
Геометричні помилки виникають при неправильному завданні розмірів деталі, заготівлі тощо. Для виявлення геометричних помилок застосовуються різного типу графічні пристрої, наприклад координатні та графічні дисплеї. Технологічні помилки пов'язані з безперервним вибором різального інструменту, режимів різання, послідовності обробки деталі на верстаті. Помилки запису програми на програмоносій з'являються внаслідок неправильних дій технологів під час набивання інформації або внаслідок збоїв у роботі пристрою підготовки даних. Ці помилки виникають у процесі контролю керуючої програми координатографі чи верстатах з ЧПУ.
2 . Конструкторська частина
2.1 Опис конструкції та розрахунок верстатного пристосування
Призначення пристрою та принцип роботи проектованого пристрою
Ділильна головка з цанговим затиском призначена для обробки пазів на фрезерній операції деталей типу «Вісь».
Принцип дії пристрою полягає в наступному: Стиснене повітря з мережі через штуцер(19) подається в пневмоциліндр(20), утворений в корпусі пристрою і діє на поршень(22). Розвивається в результаті цього сила передається через завзятий шарикопідшипник(37) на три штирі(25), які піднімають склянку(4), поміщений у спрямовуючій сталевій гільзі(7).
Піднімаючись, склянку конусним отвором стискає конус цанги (5). Оброблювана деталь у своїй закріплюється.
При відключенні подачі повітря пальці (9) під дією пружини (8) повертають склянку у вихідне положення.
Для переходу на наступну позицію цанг разом з оброблюваною деталлю повертають рукояткою(29). Для руху за годинниковою стрілкою ексцентриковий диск(27) виштовхує фіксатор(14) з паза ділильного диска(28), а собачка(30) під дією пружини(31) потрапляє в черговий його паз.
При зворотному русі рукоятки(29) собачка(30) повертає ділильний диск(28) з диском(3) і укріпленою на ньому цангою(5) з оброблюваною деталлю доти, поки фіксатор(14) не потрапить у наступний паз ділильного диска і цим не зафіксує поворот деталі на 900.
Ковпачок(6) оберігає прорізи цанги від попадання стружки при фрезеруванні.
Розрахунок та точність
Похибкою базування називається відхилення фактично досягнутого положення, визначається як граничне поля розсіювання відстань між технологічною та вимірювальною базами у напрямку розміру, що витримується.
Сумарна похибка під час виконання будь-якої операції механічної обробки складається з:
1 похибка встановлення заготовки;
2 похибка налаштування верстата
3 похибка обробки, що виникає у процесі виготовлення деталі. Значення похибки базування визначають наступними розрахунками:
де - Похибка установки заготівлі;
Похибка налаштування верстата;
Похибка обробки, що виникає у процесі виготовлення деталі;
д – допуск на розмір.
Похибкою установки - одна із складових сумарної похибки виконуваного розміру деталі. Вона виникає при встановленні оброблюваної заготівлі в пристосуванні і складається з похибки базування, похибки закріплення та похибки положення заготівлі, що залежить від точності пристосування та визначається помилками виготовлення та збирання його встановлених елементів та їх зносу під час роботи.
Похибка налаштування верстата виникає при установці ріжучого інструменту на розмір, а також внаслідок неточності копірів і упорів для автоматичного отримання розміру на деталі.
Похибка обробки, що виникає в процесі виготовлення деталі на верстаті, пояснюється:
1 Геометричною неточністю верстата;
2 Деформацією технологічної системи під дією сил різання;
3 Неточність виготовлення та зносу ріжучого інструменту та пристосування.
4 Температурні деформації технологічної системи.
Еу = 0,02 +0 +0,03 = 0,05 мм
0,05 +0,03 +0,03? 0,13 мм
0,11 мм? 0,13 мм
Визначення зусилля затискача
Для визначення зусилля затиску необхідно розрахувати силу різання на операцію, на яку спроектовано пристосування.
Сила різання на цю операцію розрахована в пункті 1.10, всі дані для розрахунку беру звідти.
Для забезпечення надійності затискання заготовки необхідно визначити коефіцієнт запасу за такою формулою:
де – гарантований коефіцієнт запасу
Коефіцієнт, що враховує збільшення сил різання через випадкові нерівності на оброблюваних поверхнях
Коефіцієнт, що характеризує збільшення сил різання, внаслідок затуплення ріжучого інструменту
Коефіцієнт, що враховує збільшення сил різання при переривчастому різанні
Коефіцієнт, що характеризує сил закріплення у затискному механізмі
Коефіцієнт, що характеризує економіку ручних затискних механізмів
Коефіцієнт, що враховує наявність моментів, що прагнуть провернути заготівлю, встановлену плоскою поверхнею
Бо то приймаємо
Необхідна сила затиску визначається за такою формулою:
Площа поршня пневмоциліндра визначається за такою формулою:
де - тиск у мережі = 0,38 МПа
Діаметр пневмоциліндра визначається за формулою:
Приймаю стандартний діаметр пневмоциліндра
Визначаю дійсну силу затискача циліндра
Визначаю час спрацьовування циліндра
де - хід штока
Швидкість ходу штока, м/с
Розрахунок економічної доцільності пристосування
Розрахунок економічної доцільності застосування проектованого пристосування ґрунтується на зіставленні витрат та економічної доцільності.
де - Річна економія без урахування річних витрат на пристосування, руб.
Р - річні витрати на пристосування
Річна економія визначається за формулою
де-штучний час при обробці деталі без пристосування =1,52 хв
Штучний час на операцію після впровадження пристрою
Годинна ставка з експлуатації робочого місця для типу виробництва
25 руб./год
N - річна програма випуску
Річні витрати визначаються за такою формулою:
де - вартість пристосування
А – коефіцієнт амортизації
В-коефіцієнт, що враховує ремонт та зберігання пристроїв
Р = 4500 (0,56 +0,11) = 3015 руб.
Згідно з виробничими розрахунками та умовою доцільності, у моєму випадку ця умова виконується.
З цього роблю висновок, що застосування спроектованого пристрою економічно доцільне.
2.2 Опис конструкції та розрахунок спеціального ріжучогоінструменту
При конструюванні різального інструменту необхідно виконати деякі умови:
Знайти найвигідніші кути заточок;
Визначити сили, що діють на ріжучі частини;
Підібрати найбільш підходящий матеріал для різальної частини та сполучної частини інструменту;
Встановити допустимі відхилення на розміри робочої та сполучної частин інструменту в залежності від умов роботи та необхідної точності та якості оброблюваної поверхні;
Здійснити необхідні розрахунки елементів ріжучого інструменту та при необхідності зробити розрахунки на міцність та жорсткість;
Розробити робоче креслення інструменту з необхідними технічними вимогами на експлуатацію та його виготовлення;
Здійснити розрахунок економічних витрат інструментальних матеріалів.
На підставі вище викладених умов проводжу розрахунок тристоронньої дискової фрези для фрезерування пазів у розмір 20h11 на операції 015 Фрезерна
Вихідні дані для розрахунку:
Матеріал заготівлі 30ХГСА;
Припуск на обробку t = 9 мм
Подібні документи
Технологічний процес виготовлення деталі "Кришка підшипника". Технологія механічної обробки. Службове призначення та технологічна характеристика деталі. Визначення типу виробництва. Аналіз робочого креслення деталі, технологічний маршрут.
курсова робота , доданий 10.11.2010
Особливості та переваги верстатів з програмним управлінням. Службове призначення, аналіз матеріалу та технологічності конструкції деталі, що виготовляється. Проектний варіант технологічного процесу механічної обробки деталі, налагодження верстата.
курсова робота , доданий 19.06.2017
Службове призначення та конструкція деталі "Важіль правий", аналіз технологічності конструкції. Вибір способу отримання вихідної заготовки. Технологічний процес механічної обробки деталей. Вибір обладнання; верстатний пристрій, режим різання.
курсова робота , доданий 09.04.2016
Службове призначення та технічна характеристика шестерні. Аналіз технологічності конструкції деталі. Розробка технологічного процесу обробки деталей. Розрахунок припусків та точності обробки. Проектування оснастки для виготовлення шпонкових пазів.
курсова робота , доданий 16.11.2014
Службове призначення та технічні вимоги деталі. Технологічний контроль креслення та аналіз технологічності конструкції. Вибір способу одержання заготівлі. Проектування маршрутної технології обробки деталей. Розрахунок режимів різання та норм часу.
курсова робота , доданий 06.12.2010
Розрахунок обсягу випуску та визначення типу виробництва. Загальна характеристика: службове призначення, тип, технологічність, метрологічна експертиза. Розробка маршрутного технологічного процесу виготовлення деталей. Ескізи обробки, встановлення.
курсова робота , доданий 13.02.2014
Проектування маршрутного технологічного процесу механічної обробки деталей. Аналіз технологічності конструкції деталі. Вибір способу отримання заготовки. Опис конструкції та принципу роботи пристосування. Розрахунок параметрів силового приводу.
курсова робота , доданий 23.07.2013
Розрахунок обсягу випуску та розміру партії деталей. Службове призначення деталі "вал". Аналіз відповідності технічних умов та норм точності призначенню деталі. Аналіз технологічності конструкції деталі. Технологічний маршрут виготовлення деталей.
курсова робота , доданий 10.03.2011
Опис та характеристика деталі, що виготовляється. Аналіз технологічності конструкції деталі. Проектування технологічного процесу механічної обробки. Розробка керуючої програми. Технічне нормування операцій технологічного процесу.
курсова робота , доданий 22.11.2009
Службове призначення деталей. Обґрунтування методу одержання заготівлі. Розробка технологічного процесу виготовлення деталей. Обґрунтування вибору технологічних баз. Проектування різального інструменту. Технічне нормування верстатних операцій.


